Wire Harness Assembly: A Comprehensive Guide for Manufacturers and Engineers
In today’s interconnected manufacturing landscape, the wire harness is a silent workhorse—distributing power and signals through thousands of intricate connections in vehicles, aircraft, life-saving medical devices, and heavy machinery. A single assembly failure can halt a production line, trigger a recall costing millions, or jeopardize patient safety. This guide dissects the entire discipline, from raw materials and design rules to supplier selection and emerging automation trends, giving engineering and procurement leaders the actionable intelligence they need to make confident decisions.
What Is Wire Harness Assembly and Why It Matters in Modern Manufacturing
A wire harness is a structured bundle of cables, wires, connectors, terminals, and protective coverings that consolidates electrical pathways into a single, manageable unit. Unlike a simple cable assembly, a harness organizes multiple conductors—often of varying gauges and types—and shields them against environmental threats like vibration, moisture, extreme temperatures, and electromagnetic interference. Core components include insulated copper or aluminum conductors, plastic or metal connectors, crimped terminals, and sleeving such as split loom, conduit, or braided wrap.
Harnesses are indispensable across industries where reliability is non-negotiable. In automotive manufacturing, a modern vehicle contains over 2,000 individual wires, and an EV or luxury car can have 3,000 or more. Aerospace platforms rely on harnesses that weigh less while resisting fire and decompression. Medical imaging systems and surgical robots use harnesses that meet stringent biocompatibility and cleanability standards. Industrial equipment, from robotic arms to wind turbines, demands harnesses that endure millions of flex cycles. The transition from artisanal hand-building to semi-automated assembly lines has accelerated over the past three decades, yet manual dexterity still plays a vital role in complex routing. The cost of a substandard harness is steep: a faulty connector in an airbag system or a chafed wire in a hospital ventilator can cascade into legal liability and brand erosion. Understanding the fundamentals is the first step toward building a robust supply chain.
Market Landscape: Key Players and Regional Dynamics in Wire Harness Manufacturing
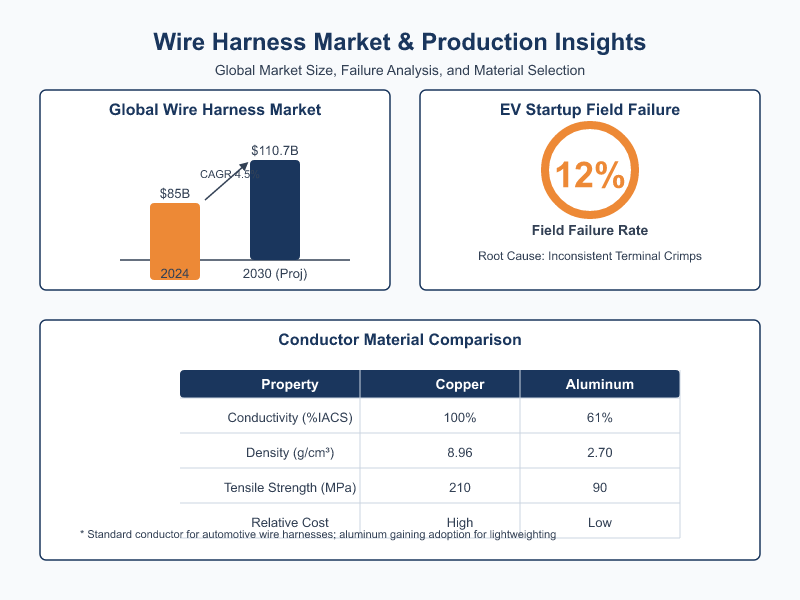
The global wire harness market is projected at $85 billion in 2024, with a CAGR of 4.5% through 2030, driven by vehicle electrification, automation, and data center expansion. A handful of vertically integrated conglomerates dominate the supply base. Yazaki and Sumitomo Electric, both headquartered in Japan, together account for over 40% of global revenue, supplying nearly every major automaker. Aptiv (formerly Delphi) leads in high-voltage EV harnesses and smart vehicle architectures, while Leoni and Furukawa Electric hold strong positions in Europe and commercial vehicles. Regional production is shifting: Asia-Pacific—especially China, Vietnam, and Thailand—remains the low-cost workshop, but reshoring trends in North America, spurred by USMCA rules of origin and logistics snarls, are accelerating investment in Mexico and the southern United States. Eastern Europe, particularly Romania, Poland, and Macedonia, has emerged as a near-shore hub for Western European OEMs seeking shorter lead times and engineering proximity.
Tariffs and localization mandates are reshaping procurement strategies. The US-China trade tensions and the EU’s Carbon Border Adjustment Mechanism push manufacturers to diversify suppliers. For sourcing managers, understanding this landscape is critical: the right partner must balance cost, location, and technical competence for the specific product segment.
The Wire Harness Assembly Process: From Design to Final Testing
The journey from schematic to a certified harness follows a rigorous, multi-step sequence. Each phase introduces opportunities for cost reduction and potential failure points.
Step 1: Electrical and mechanical design. Engineers use CAD/CAE software to generate 2D wiring diagrams and 3D bundle routings, accounting for bend radii, clearances, and environmental sealing. Full digital mock-ups prevent clashes long before the first wire is cut. Step 2: Wire cutting, stripping, and terminal crimping. Automated cut-and-strip machines process hundreds of wires per hour with sub-millimeter precision. Crimping—the compression of a terminal onto the conductor—can be performed manually for low volumes or with sensor-monitored automatic crimping presses that measure crimp height and pull force in real time. A defective crimp is the leading root cause of field failures. Step 3: Pre-assembly and routing on form boards. Operators follow a full-scale pegboard or digital projection layout to position wires, branches, and connectors exactly as designed. This is where harnesses take their physical shape. Step 4: Joining and connector insertion. Ultrasonic welding is increasingly preferred over solder for splicing because it creates a homogeneous, corrosion-resistant joint without added weight. Connectors are inserted with manual or pneumatic tools, ensuring each terminal clicks into its cavity with a tactile and audible confirm.

Step 5: Testing and quality control. Every harness passes through in-circuit testing for continuity and shorts, often supplemented by hi-pot (high potential) testing to verify insulation integrity at voltages up to 1,500V or more. Advanced facilities use RFID or barcode tracking to log each station’s data, creating a digital birth certificate for traceability. Quality gates—including visual inspection under magnification and automated optical inspection—catch cosmetic and structural defects before packaging.
Materials and Components: Selecting the Right Building Blocks for Reliability
Material selection directly influences harness weight, flexibility, temperature rating, and lifespan. Conductor choice is primary: copper remains the standard for its conductivity and ductility, but aluminum is gaining traction in high-voltage EV cables to reduce mass by up to 40%, though it requires larger cross-sections and specialized connectors to address creep and oxidation. Stranded wire dominates over solid core for vibration tolerance.
Insulation type must match the operating environment. PVC is cost-effective and flame-retardant for general use; XLPE (cross-linked polyethylene) handles higher temperatures and is tougher; silicone excels in extreme heat applications like engine compartments; PTFE (Teflon) provides unrivaled chemical resistance for aerospace and medical uses. Connector and terminal systems from AMP (TE Connectivity), Molex, and Deutsch are engineered for specific IP ratings—from unsealed IP40 for in-cabin electronics to IP69K for high-pressure washdown zones. Mating cycle endurance, current rating, and contact retention force must be verified against application profiles.

Protective covers guard against abrasion and environmental ingress. Nylon split loom is lightweight and inexpensive; convoluted tubing offers crush resistance; braided sleeving adds flexibility and EMI shielding. Heat shrink tubing with adhesive lining provides a watertight seal at connector backshells. For signal integrity, combining foil and braid shields achieves 60–90 dB of attenuation against electromagnetic and radio frequency interference—essential for ADAS sensors and avionics.
Design for Manufacturability (DFM) in Wire Harness Assembly
Even a brilliantly engineered electrical system can become a production nightmare if DFM principles are ignored. Common design errors include excessively tight bend radii that stress conductors, inadequate strain relief at connector exits, and overspecifying wire gauge—adding weight, cost, and stiffness. A well-reviewed DFM checklist can slash assembly time and defect rates by 25% or more.
Best practices begin with standardization: using common connector families, color-coding wires consistently, and specifying sufficient service loops at termination points to accommodate rework. Modularization—breaking a large harness into sub-harnesses that can be built and tested separately—eases troubleshooting and scalability. Close collaboration between OEM engineering teams and harness manufacturers during the initial design phases is invaluable. Early involvement allows the manufacturer to suggest alternative routing, off-the-shelf components, or minor dimensional changes that simplify tooling and eliminate unnecessary splices.

Modern CAD tools incorporate simulation modules for bundle routing, thermal management, and vibration analysis. By simulating the harness in its actual operating environment, designers can predict hot spots, chafing points, and resonance frequencies virtually, reducing costly physical prototype iterations.
Quality Standards and Compliance: Certifications That Matter
Regulatory rigor varies by industry, but one standard stands as the global benchmark: IPC/WHMA-A-620, “Requirements and Acceptance for Cable and Wire Harness Assemblies.” It defines three class levels and detailed pass/fail criteria for crimps, soldering, insulation, and assembly workmanship. Most RFQs will explicitly require compliance.
Automotive programs layer on IATF 16949 (quality management), LV214 (connector reliability), and USCAR-21 (crimp validation). Aerospace harnesses must satisfy AS9100, often accompanied by customer-specific standards from NASA or the European Space Agency that prescribe outgassing limits, magnetic cleanliness, and redundancy testing. Medical device harnesses fall under ISO 13485 for quality systems and IEC 60601 for electrical safety. To prove durability, manufacturers subject sample harnesses to accelerated life tests: salt spray for corrosion, thermal cycling from -40°C to +125°C, random vibration profiles up to 20 Grms, and pull-force tests on crimps and connectors. A manufacturer’s ability to provide full test reports is a strong indicator of maturity.
How to Choose the Right Wire Harness Manufacturing Partner
Selecting a supplier goes beyond a competitive quote. Procurement and engineering leads should evaluate technical depth—does the manufacturer offer design for manufacturability review? Can they handle the required cross-sections, connector types, and testing protocols? Capacity and geographic footprint matter: a partner with global facilities can support regional production and reduce freight costs and carbon footprint. Certifications should be current and scope-appropriate; ask to see audit reports.
Red flags often surface early. A supplier that accepts a drawing without asking questions or proposing optimizations may lack application insight. Inconsistent sample quality, delayed responses, or unwillingness to share process control data are warning signs. A robust RFQ package should include the bill of materials, 2D or 3D drawings, testing requirements, expected annual volume, and ramp-up timeline. During an on-site audit, inspect equipment maintenance records, workforce training matrix, and the calibration status of crimping tools and testers. Walk the floor to observe cleanliness, workflow, and adherence to ESD (electrostatic discharge) protocols.
Case in point: a mid-sized EV startup struggling with a 12% field failure rate traced the root cause to inconsistent terminal crimps from its previous supplier. After switching to a partner certified to IPC/WHMA-A-620 Class 3 with automated crimp force monitoring, the defect rate dropped by 40% within six months, saving an estimated $2.3 million in warranty costs and production stoppages. This underscores that price per harness is only one variable in the total cost of quality.
Future Trends: Automation, Digital Twins, and Sustainable Wire Harness Assembly
The wire harness industry is on the cusp of a digital transformation. Industry 4.0 technologies are gradually overcoming the sector’s historical reliance on manual labor. Collaborative robots (cobots) now handle repetitive tasks like tape wrapping and connector insertion, while AI-powered visual inspection systems detect blemishes and misalignments faster and more consistently than human eyes. Automated pre-assembly stations that use laser-guided wire placement are reducing cycle times in high-mix environments.
Digital twin technology allows manufacturers to create a fully functional virtual replica of the harness assembly line. Engineers can simulate production flow, optimize workstation layouts, and validate quality gates before committing to physical changes—slashing commissioning time and troubleshooting. For the product itself, lightweighting is a megatrend: aluminum conductors, thinner gauge wires, and high-voltage cables with reduced cross-sections are all being explored to extend EV range. Zonal vehicle architectures, which replace dozens of decentralized ECUs with a few powerful domain controllers, are drastically reducing harness length and complexity while demanding higher data rates and new connector geometries.
Sustainability initiatives are moving from aspiration to action. Harness manufacturers are piloting recyclable thermoplastics, bio-based insulation compounds, and take-back programs that recover copper and plastics from end-of-life vehicles. Circular economy principles are beginning to influence both material selection and disassembly design. Companies that invest early in automation, digital integration, and green materials will not only comply with tightening regulations but also differentiate in a crowded market. The harness that once simply connected points A to B is evolving into a smart, lightweight, and sustainable data backbone for the next generation of mobility and medical systems.
Key Takeaways
- Wire harness assembly fuses electrical and mechanical disciplines; a defect can have outsized safety and financial consequences across automotive, aerospace, medical, and industrial sectors.
- The global supply base is concentrated but shifting—leaders like Yazaki, Sumitomo, and Aptiv face challenges from near-shoring and material innovations, making strategic partner selection more dynamic than ever.
- Mastering the assembly process—from crimping to hi-pot testing—and applying DFM principles early in design cuts costs, accelerates launch, and prevents field failures.
- Material and component choices, guided by environmental demands and industry standards (IPC/WHMA-A-620, IATF, AS9100), are the foundation of harness longevity and reliability.
- Future competitiveness hinges on embracing automation, digital twins, lightweight materials, and circular economy practices to deliver smarter, cleaner, and more resilient wiring systems.