Walk the floor of any industrial equipment manufacturer, and you’ll hear the terms “wire harness” and “cable assembly” used as if they were interchangeable. Ask a procurement manager to spec one for a new build, and you may receive a quote for the other. That daily confusion is more than a semantic slip — it can lead to out-of-spec prototypes, field failures, and warranty costs that erode margins. For OEMs and contract manufacturers relying on build‑to‑print documentation, precision in these definitions directly affects reliability and the bottom line. This article untangles the differences, providing an engineering‑grounded comparison that helps decision‑makers specify the right solution from the start.
The Common Confusion in Wiring Solutions
When a design engineer sketches a power distribution layout, the immediate reflex is often to call it a “harness.” Meanwhile, a purchasing agent sourcing a sealed, connectorized assembly might refer to the same drawing and request a “cable.” The root of the confusion lies in the outward similarity: both involve multiple conductors, both transmit power or signals, and both are fabricated using many of the same basic processes — cutting, stripping, crimping, and testing. Yet from a manufacturing‑engineering perspective, they occupy different categories with distinct design rules, qualification tests, and cost drivers.
The consequences of misidentification are not trivial. A harness ordered for an outdoor hydraulic press, where it should have been a fully jacketed cable assembly, can wick moisture and suffer corrosion within months. Conversely, an over‑engineered assembly specified inside a dry, protected control cabinet inflates unit cost and complicates routing. Standardizing the vocabulary across design, sourcing, and quality teams eliminates these expensive mismatches.

Defining Wire Harness and Cable Assembly
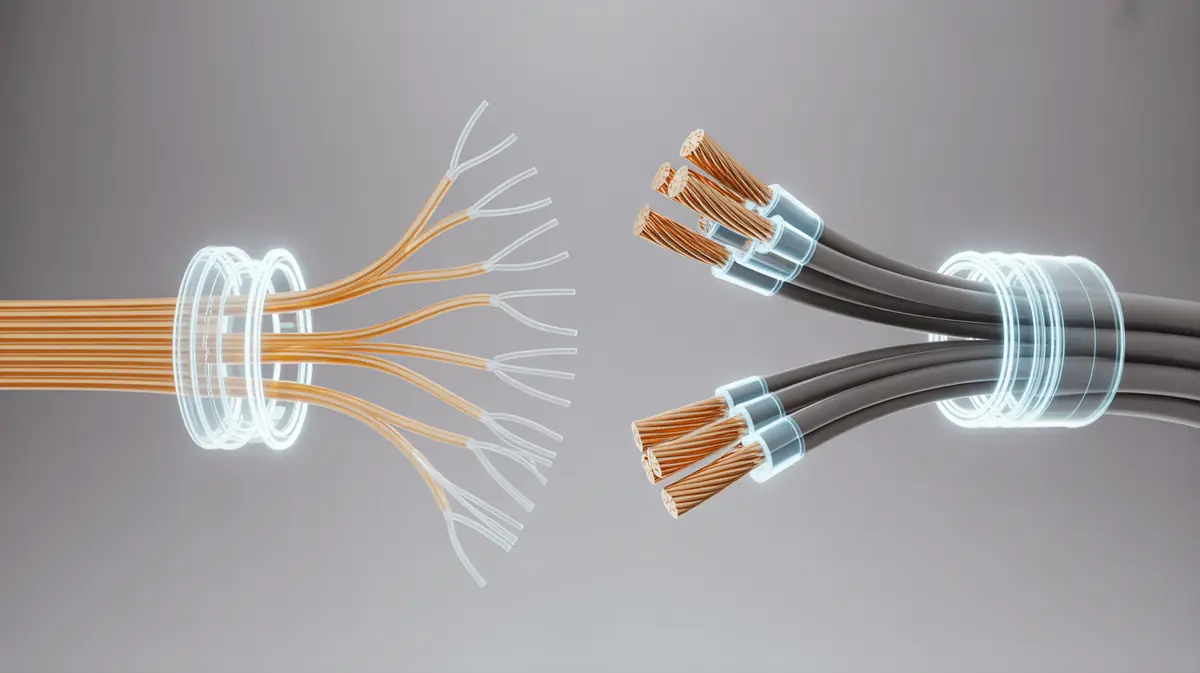
At its simplest, a wire harness is an organized grouping of individual wires or cables, typically bound together with tape, braided sleeving, split conduit, or spiral wrap. The conductors are cut to length, labeled, and often terminated with basic connectors, terminals, or simply left stripped for field wiring. A harness acts as the electrical “skeleton” of a machine, routing signals and power neatly along a frame or inside a dashboard where it remains shielded from direct environmental attack.
A cable assembly, by contrast, is a single, self‑contained unit consisting of multiple conductors encased in a common outer jacket. The jacket is extruded or molded from materials like PVC, polyurethane, or TPE, providing a continuous environmental barrier. Cable assemblies almost always arrive with connectors already affixed — frequently overmolded or potted for strain relief and ingress protection. They are designed to connect subsystems across gaps, through bulkheads, or into harsh external environments.
The industry’s guiding standard, IPC/WHMA‑A‑620, covers both product types, but the acceptance criteria differ markedly. Class 2 harnesses may permit minor insulation nicks that would reject a Class 3 cable assembly destined for aerospace. Understanding that a single specification does not equal identical requirements is critical for QA managers.
Key Structural and Functional Differences
Beyond definitions, the physical architecture of each solution dictates its appropriate use. Wire harnesses are characterized by a tree‑like, multi‑branch layout. A main trunk splits into limbs that reach various components, often with service loops. The wires remain individually accessible, which simplifies troubleshooting but leaves them vulnerable to abrasion if not adequately protected. Their primary job is organization and routing in sheltered spaces.
Cable assemblies are essentially linear or coiled; they lack the branching complexity of a harness. The outer jacket provides mechanical strength, resistance to chemicals, UV radiation, and moisture. Many incorporate metallic braid or foil shielding for EMI/RFI suppression, which is difficult to achieve uniformly across a branched harness. The connectors on a cable assembly are typically robust — circular military‑style or industrial M12/M8 types with integrated O‑rings and positive locking. The assembly is meant to be plugged in as a ready‑to‑use link, minimizing on‑site wiring labor.
Connector integration is a pivotal differentiator. In a harness, you might find simple unsealed housings with loose secondary locks, intended for a controlled panel interior. An assembly’s connector is often overmolded directly onto the jacket, creating a monolithic bond that achieves IP67 or IP69K ratings. That single feature makes cable assemblies non‑negotiable for applications from construction machinery to food‑processing equipment.
Key Point: Harnesses organize wires for internal layout; assemblies protect and connect subsystems across environmental boundaries.
Comparative Analysis: When Each Solution Excels
Selecting between a wire harness and a cable assembly is ultimately a decision driven by three factors: environment, total cost, and installation context. Below is a concise decision matrix based on B2B field experience across automotive, industrial machinery, and medical device sectors.
Environmental Suitability
Harnesses thrive in dry, protected enclosures: automotive dashboards, server racks, CNC control cabinets. Once exposed to water splash, high vibration, or extreme temperatures, the lack of a continuous jacket becomes a liability. Cable assemblies are engineered for the tough spots — engine bays, wind turbine nacelles, outdoor solar inverters. Field failure data collected from warranty registrations shows that in heavy equipment applications, an incorrectly specified wiring method correlates with up to a 30 % higher early‑life failure rate, primarily from corrosion and wire chafing.
Cost Structure
The bill‑of‑materials for a harness is typically lower: less jacket material, simpler connectors, cheaper protective sleeving. However, harness installation is labor‑intensive. Each branch must be routed, supported with clips, and sometimes terminated on‑site, adding minutes per unit. A cable assembly has a higher material cost — the jacket, complex connectors, and the overmolding process — but it snaps into place in seconds. For high‑volume manufacturing, the reduction in assembly line time often offsets the piece price. A North American tractor OEM found that replacing a dozen hand‑laid harness branches with three custom cable assemblies saved over $18 per vehicle in direct labor, while reducing misrouting errors by 22%.
Flexibility vs. Durability
Harnesses bend easily around tight radii, a must for compact electronic enclosures. The individual wires can flex independently, preventing stress concentration. Cable assemblies, with their thick jackets, resist sharp bends but endure millions of flex cycles if designed properly. Robotic applications, for instance, rely on cable assembly tracks that combine high‑flex conductors with torsion‑resistant jackets, a feat a simple harness cannot match for longevity.
Data Insight: Comparing both technologies in a 2023 study of mid‑size industrial robots, cable assemblies demonstrated a 3.2× longer service life in high‑cycle bending applications compared to taped wire harnesses.

Implications for Wire Harness Manufacturers
For harness fabrication shops, the distinction is not academic — it’s a growth map. Recognizing that a major customer is buying harnesses for an application that really needs assemblies opens a conversation about value‑added services. Expanding from pure harness production into cable assembly manufacturing involves strategic investments, but the payoff is access to higher‑margin contracts in medical, transportation, and renewable energy markets.
Actionable steps to capture this opportunity:
- Capability Audit: Assess current equipment. Do you have an injection‑molding press for overmolding or vacuum‑chamber potting stations? An ultrasonic welder for sealed connectors? If not, the first step is to create a capex plan.
- Certification Upgrades: Cable assemblies for regulated sectors demand certifications beyond the basic IPC/WHMA‑A‑620. Pursue UL 2238 listing (cable assembly and fittings for industrial use) and ISO 9001:2015 with appropriate scope extensions. Many medical OEMs also require ISO 13485.
- Design for Manufacturability (DFM): Harness design revolves around branch‑point positioning, wire gauge selection, and bundling. Assembly DFM shifts the focus to jacket strip‑length accuracy, connector backshell integration, and pull‑force testing. Train your engineering team on both.
- Testing Investment: A continuity tester and a hipot are baseline. To win assembly contracts, add pull‑strength testers, vacuum decay testers (for hermetic seals), and possibly thermal cycling chambers to validate long‑term reliability.
Quality and Compliance: Standards That Drive Decision-Making
No B2B discussion about wiring is complete without mapping the standards landscape. The universal benchmark, IPC/WHMA‑A‑620, defines accept/reject criteria for crimps, solder joints, and insulation. Class 2 (commercial/industrial) allows some cosmetic imperfections; Class 3 (high‑reliability, including aerospace and military) is unforgiving. When a customer demands “IP67 connectors,” they are implicitly invoking a cable assembly, because achieving that rating on a branched harness without a complete overjacket is nearly impossible.
Automotive‑specific norms add another layer. USCAR‑2, USCAR‑21, and the German LV214 standard impose connector validation tests — thermal shock, vibration, and high‑current cycling — that shape assembly design. Beyond design, quality management systems (IATF 16949 for automotive) mandate process control levels that many harness‑only shops have not yet implemented. The penalty for non‑compliance isn’t just a failed audit; it can be complete warranty rejection, leaving a manufacturer liable for field returns. Educating clients on these real costs is a powerful sales lever.
Future Trends: Blurring Lines and New Demands
The clean separation between harnesses and cable assemblies is beginning to blur. Vehicle electrification pushes for lightweight, high‑flex harnesses that carry high currents and sensor signals simultaneously, often with integrated shielding — traits traditionally associated with cable assemblies. Meanwhile, miniaturized cable assemblies with hybrid power‑plus‑data connectors are proliferating in Industrial Internet of Things (IIoT) devices, where space is at a premium and environmental sealing is mandatory.
Sustainability legislation is steering both categories toward halogen‑free jackets, bio‑based insulation, and modular designs that allow for easy recycling. Perhaps the most disruptive trend is the emergence of “smart harnesses” — flexible circuit boards laminated inside plastic conduit, effectively merging the branching topology of a harness with the integration density of an assembly. For manufacturers, the message is clear: invest in capabilities that span both worlds. Modular design software, automated testing, and a certification portfolio covering IPC Class 3 and automotive standards will position a shop to thrive no matter how the definitions evolve.
Key Takeaways
- Harnesses organize and route wires in protected interiors; cable assemblies are sealed, connectorized links built for harsh environments. Confusing them leads to field failures and inflated costs.
- Standards like IPC/WHMA‑A‑620, UL 2238, and automotive USCAR norms dictate not only quality but which product category is contractually required. Ignoring them is a business risk.
- Harness shops can grow by adding assembly capabilities — but only after targeted investments in overmolding, potting, and advanced testing.
- The total cost picture favors cable assemblies when installation labor, rework, and lifetime reliability are factored in. Strategic sourcing decisions should use a 5‑year cost‑of‑ownership model, not just piece price.
- Electric vehicles, IIoT, and sustainability are accelerating a convergence. Smart manufacturers will invest in modular skills and certifications to serve both product categories seamlessly.